Jonathan Tjong1, Alyne G. Teixeira1 and John P. Frampton1,2
1School of Biomedical Engineering, Dalhousie University, Halifax, NS, Canada
2Department of Biochemistry and Molecular Biology, Dalhousie University, Halifax, NS, Canada
Why Is This Tip Useful?
Casting polydimethylsiloxane (PDMS) in molds produced from additive manufacturing (i.e., 3D printing) enables rapid prototyping of parts with microscale features without the need for conventional photolithography. Whereas conventional photolithography followed by soft lithography involves the use of silicon substrates and photomasks, which can be costly and may require special preparation and processing (e.g., application and removal of photoresist in a clean room environment), the emergence of stereolithographic 3D printers allow for the rapid manufacture of masters for PDMS casting in almost any laboratory space. Stereolithographic 3D printers use photopolymer resins that when cured can withstand temperatures as a high as 200 °C without plastic deformation, which occurs with thermoplastics such as polystyrene that have glass transition temperature around 95-105 °C (Lerman et al.). The ability to withstand such high temperatures opens the possibility for PDMS and other silicone elastomers to be cured quickly and also provides the possibility for greater control of the mechanical properties of the elastomers (Johnston et al.). However, the components within the 3D printed resin mold such as residual photoinitiators and unreacted oligomers may interfere with the curing of PDMS, resulting in incomplete curing at the interface of the printed mold and the PDMS part. Here, we demonstrate a simple treatment to remove these unwanted materials through solvent extraction.
What Do I Need?
- Stereolithographic 3D printer and appropriate resin
- Leak-proof, sealable container large enough to hold the 3D-printed mold
- Dishwashing detergent
- 95% ethanol or isopropanol
- Orbital shaker table
- Uncured PDMS base and curing agent (10:1 w/w)
- Post-curing UV lightbox
What Do I Do?
- After cleaning and post-curing of the 3D-printed mold in the UV lightbox, place the mold in the container and add enough solvent to submerge the part.
- Seal the container and leave on a shaker table for 24 hours.
- Discard the old solvent and add new solvent. Seal and agitate for another 24 hours.
- Remove the part from the solvent and allow to air dry at room temperature.
What else should I know?
The exact composition of photopolymer resins for stereolithography may vary significantly between different manufacturers; therefore, it may be necessary to adjust the protocol (e.g., the type of solvent). In addition, larger prints will likely require more solvent and a longer duration of solvent extraction to account for the increased migration time of unwanted components from the print to the free solvent.
To demonstrate our procedure, we printed two sets of 5 identical molds with basic geometric features. One set used 1 mm thick outer walls, while the other set used 3 mm thick outer walls (Figure 1). The molds were designed using Onshape (Onshape, Cambridge, MA) CAD software and printed using a B9Creator v1.2 (B9Creations, Rapid City, SD) stereolithographic 3D printer. For all prints, we used B9-R2-Black resin from B9Creations. This resin is documented by the manufacturer as having a heat deflection temperature of 65 °C at 0.45 MPa determined through ISO 75-1/2:2013 standards (B9Creations). As no significant mechanical load would be placed on the resin molds (with a maximum depth of 6 mm for the PDMS chamber), we decided this resin was suitable for our test molds. After printing, excess resin was removed from the molds by submerging and agitating in an approximately 1:10 mixture of Dawn dishwashing detergent and water in a 1 L container. This was followed with additional cleaning by rinsing with excess isopropanol using a wash bottle until no visible evidence of uncured resin was present on the surface (approximately 10-20 mL per part). The molds were then post-cured in a UV lightbox for 20 minutes.
Once post-cured, the molds were each placed in new, 15 mL polypropylene centrifuge tubes (Falcon® Corning, Corning, NY) with 10 mL of the test solvents (reverse osmosis-treated (RO) water, isopropanol, 95% ethanol, or methanol), and exposed to the two 24-hour extraction procedures listed in the “What Do I Do” section. After extraction, the molds were briefly rinsed with RO water and allowed to air dry for 1 hour. Then, approximately 0.4 mL or 1 mL of premixed 10:1 uncured PDMS and curing agent were added to the 1 mm and 3 mm molds, respectively. The PDMS parts were heat-cured in a dry oven at 65 °C overnight. The cured PDMS parts were then carefully removed from the mold using a stainless-steel spatula. Images were taken using the default settings on an iPhone 7 camera.
Resin molds that did not undergo extraction or that underwent extraction in water or methanol produced PDMS parts with major defects. For these extraction conditions, fragments of semi-cured and traces of uncured PDMS remained at the PDMS-mold interface (Figure 2A-C). Extraction with methanol appeared to weaken the cured resin, with significant softening and the appearance of cracks on these molds (Figure 2C), and while the cured PDMS easily released from the methanol-extracted molds, this left artifacts on the PDMS surface. We found that resin parts pretreated with either isopropanol or 95% ethanol performed well as molds for PDMS. The cured PDMS parts easily released from the substrates, with no visible traces of uncured PDMS (Figure 2D-E), and the PDMS parts we retrieved cleanly replicated the features of the resin mold (Figure 3). In addition to producing defects in the mold itself, extraction with methanol also led to bubbles forming in the PDMS as it cured (Figure 3C). Overall, PDMS casts were most easily released from the 1 mm-thick molds compared to the 3 mm-thick molds, but this may simply be due to the lower aspect ratio (h/l) of the 1 mm-thick molds.
Take Home Message
When casting PDMS parts from molds produced by stereolithography, incomplete curing and defects in the PDMS part can be minimized by extracting residual photo-initiators and oligomers present in the mold using either isopropanol or 95% ethanol.
References
B9Creations. Black Resin Material Properties. 2018, pp. 9–11, https://cdn2.hubspot.net/hubfs/4018395/Material Data Sheets/B9Creations Black Material Properties.pdf.
Johnston, I. D., et al. “Mechanical Characterization of Bulk Sylgard 184 for Microfluidics and Microengineering.” Journal of Micromechanics and Microengineering, vol. 24, no. 3, 2014, doi:10.1088/0960-1317/24/3/035017.
Lerman, Max J., et al. “The Evolution of Polystyrene as a Cell Culture Material.” Tissue Engineering – Part B: Reviews, vol. 24, no. 5, 2018, pp. 359–72, doi:10.1089/ten.teb.2018.0056.
Figures and Legends
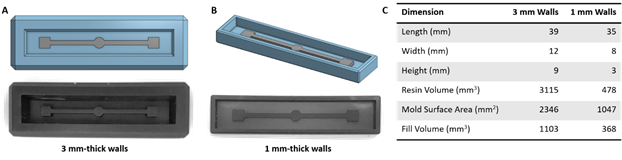
Figure 1. Design features of molds produced by stereolithography. Top panels in (A) and (B) are the Onshape renderings. Bottom panels in (A) and (B) are parts printed in the B9Creations B9-R2-Black resin.
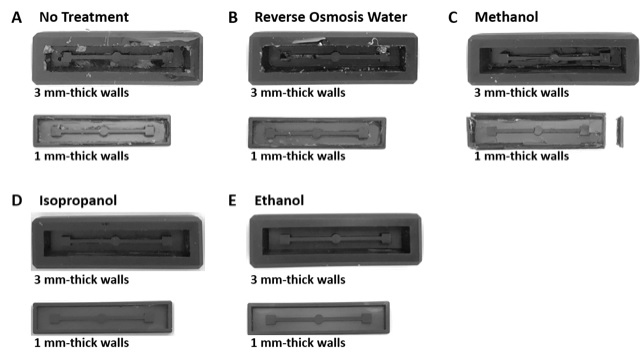
Figure 2. Molds produced by stereolithography following extraction in various solvents. Fragments of partially cured PDMS and uncured PDMS remain on the surface of molds that have not undergone extraction, as well as those extracted in RO-water and methanol. Isopropanol and 95% ethanol extraction produce molds that can be re-used numerous times for PDMS curing.
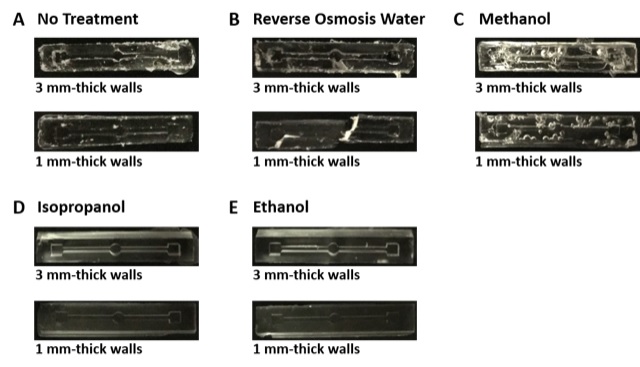
Figure 3. PDMS parts obtained from curing in resin molds extracted using various solvents. Extraction of residual photo-initiators and oligomers present in the mold prior to soft lithography using either isopropanol or 95% ethanol results in clean PDMS parts that are free of defects.








")